孫晨昊1,2,黃志剛1,2*,吳運(yùn)濤1,2,劉子豪1
(1.北京工商大學(xué)計(jì)算機(jī)與人工智能學(xué)院,北京100048;2.塑料衛(wèi)生與安全質(zhì)量評(píng)價(jià)技術(shù)北京市重點(diǎn)實(shí)驗(yàn)室,北京100048)
摘要:以聚乳酸(PLA)為例,研究螺桿開(kāi)槽對(duì)異向雙螺桿流道分布規(guī)律的影響。以標(biāo)準(zhǔn)的異向雙螺桿擠出機(jī)作為對(duì)照組,研究異向雙螺桿擠出機(jī)螺桿開(kāi)槽數(shù)量對(duì)于擠出特性的影響。將螺桿和流道的幾何模型分網(wǎng)后,使用Polyflow流體仿真軟件進(jìn)行模擬,仿真過(guò)程中添加示蹤粒子并對(duì)其運(yùn)動(dòng)狀態(tài)進(jìn)行研究。結(jié)果表明,在螺桿以60r/min的條件下,由于物料在開(kāi)槽處堆積,開(kāi)槽螺桿的建壓能力要優(yōu)于標(biāo)準(zhǔn)螺桿,隨著開(kāi)槽數(shù)目增加,擠出機(jī)建壓能力減弱,其次螺桿開(kāi)槽增加了在C型室中物料的不規(guī)則流動(dòng)與停留時(shí)間,改善了異向雙螺桿擠出機(jī)的軸向混合性能和混合均勻性,但是由于結(jié)構(gòu)變得復(fù)雜,導(dǎo)致螺桿的自清潔能力下降,綜合來(lái)看,聚乳酸在開(kāi)三槽的螺桿中擠出效果最好。
關(guān)鍵詞:異向雙螺桿;螺桿開(kāi)槽;數(shù)值模擬;分布均勻性;混合特性
0 前言
PLA因降解產(chǎn)物為二氧化碳和水,能被植物吸收,作為環(huán)境友好型材料,成為代替?zhèn)鹘y(tǒng)塑料一大熱點(diǎn),被廣泛應(yīng)用于日常生活以及工業(yè)、醫(yī)藥和農(nóng)業(yè)領(lǐng)域[1]。
商嘉瑋等[2]通過(guò)研究在等溫條件下不同螺桿中心距變化對(duì)聚乳酸流體擠出效果的影響,發(fā)現(xiàn)異向雙螺桿擠出機(jī)螺桿部分嚙合時(shí)其擠出性能更佳;馬秀清等[3]提出了軸向循環(huán)流道,只改變一根螺桿的螺紋旋向,發(fā)現(xiàn)流道中物料的停留時(shí)間明顯延長(zhǎng),并且引入軸向循環(huán)流道后,前后規(guī)則段流道處的剪切力與剪切速率增大,軸向循環(huán)段本身部分剪切力偏小,改善了常規(guī)雙螺桿擠出機(jī)的分散混合能力,降低了螺桿的自清潔能力;張一明等[4]通過(guò)研究不同螺桿構(gòu)型對(duì)PLA流體混合擠出的影響,得出隨著陰轉(zhuǎn)子螺桿頭數(shù)的增加,剪切作用提升、分布效果更好,更有利于流體輸出混合,楊冬冬等[5]通過(guò)研究同向正螺紋與開(kāi)槽螺紋對(duì)樹(shù)脂塑化及混合的影響,得出開(kāi)槽螺紋擠出能力差,但增強(qiáng)了物料的停留時(shí)間和剪切強(qiáng)度,更有利于物料的混合。
迄今為止,有關(guān)異向雙螺桿擠出機(jī)接觸狀態(tài)以及端面曲線等對(duì)物料擠出狀態(tài)的影響已經(jīng)有所報(bào)道,但是關(guān)于異向雙螺桿開(kāi)槽對(duì)于聚乳酸流體的影響未見(jiàn)報(bào)道。本文旨在研究相同條件下異向雙螺桿開(kāi)槽對(duì)于聚乳酸擠出狀態(tài)的影響,與普通異向雙螺桿擠出機(jī)做對(duì)比。
1 建立理論模型
1.1 螺桿幾何模型的建立
1.1.1 螺桿端面曲線推導(dǎo)
由雙螺桿擠出機(jī)幾何學(xué)的基本原理可以得到,螺桿幾何模型可以看作為一對(duì)嚙合的齒輪相互滾過(guò)[6],端面線性設(shè)計(jì)的方法分為相對(duì)運(yùn)動(dòng)法和包絡(luò)法,本文使用的是相對(duì)運(yùn)動(dòng)法,根據(jù)表1數(shù)據(jù),在Solidworks上使用方程驅(qū)動(dòng)曲線畫(huà)出螺桿的端面曲線[7]如圖1所示。

表1螺桿元件幾何參數(shù)
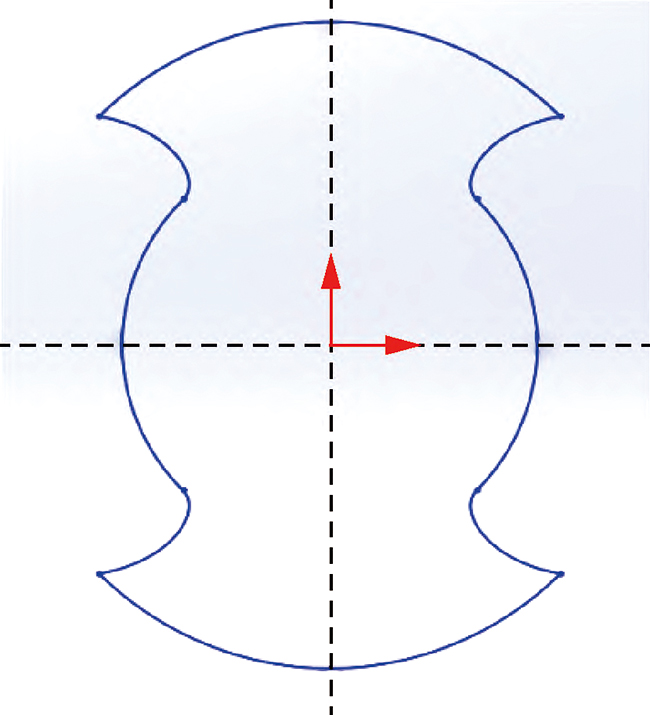
圖1理論端面曲線
1.1.2 螺桿幾何模型繪制
在Solidworks軟件中繪制異向雙螺桿幾何模型,以Z軸正方向?yàn)榫廴樗釘D出方向,螺桿長(zhǎng)度為30mm,間隙為0.5mm,左螺桿逆時(shí)針旋轉(zhuǎn),右螺桿順時(shí)針旋轉(zhuǎn),畫(huà)出左右螺桿如圖2所示。
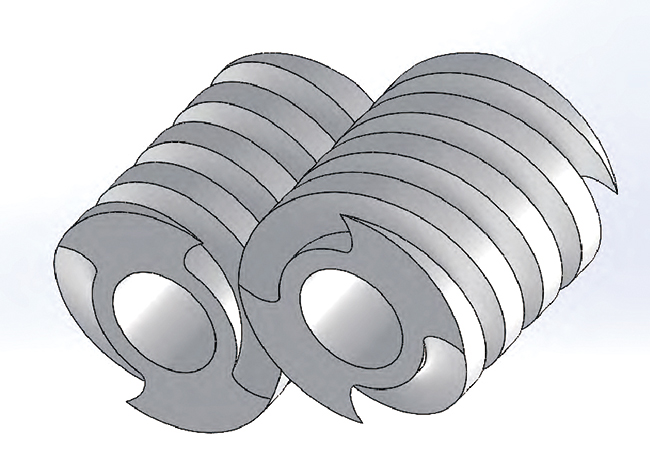
圖2螺桿元件三維模型(BZ)
在此基礎(chǔ)上,圍繞螺桿一周每120°、90°和60°分別開(kāi)3、4、6個(gè)槽,槽寬槽深均為1mm,在開(kāi)槽處倒圓角,防止PLA在此處堆料,開(kāi)槽螺桿原件如圖3所示。
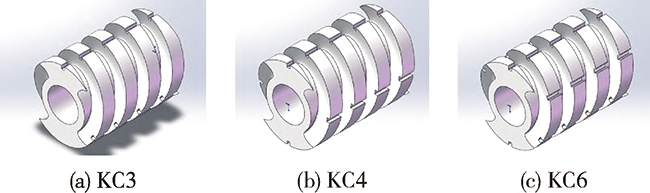
圖3螺桿元件三維模型
根據(jù)表2繪制流道三維模型如圖4所示。

表2流道部件建模參數(shù)
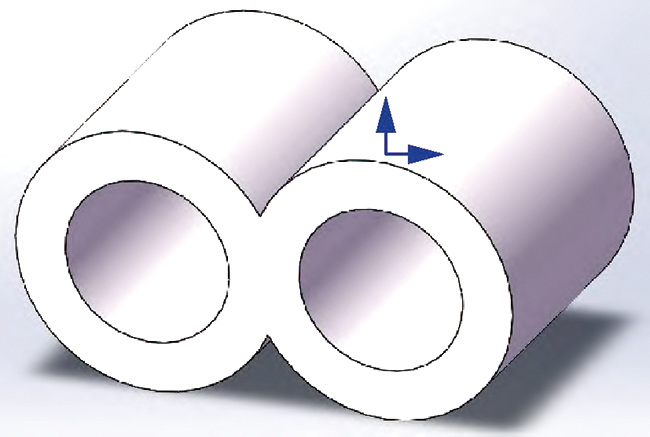
圖4流道部件三維模型
1.2建立擠出過(guò)程的數(shù)學(xué)模型
1.2.1基本假定[8]
在進(jìn)行仿真分析前,根據(jù)實(shí)際情況和聚乳酸物料的特性進(jìn)行以下假設(shè):
(1)熔體在流道內(nèi)全充滿且不可壓縮。
(2)擠出環(huán)境為190℃等溫穩(wěn)定流場(chǎng)。
(3)運(yùn)動(dòng)狀態(tài)為為雷諾數(shù)較小的層流流動(dòng)。
(4)慣性力、重力等忽略不計(jì)。
(5)聚乳酸特性:松弛時(shí)間為0.0607s、剪切黏度為2504.235Pa⋅s、流體指數(shù)為0.253。
1.2.2基本方程
聚乳酸熔融流動(dòng)需滿足質(zhì)量守恒方程,能量守恒方程以及動(dòng)量守恒方程三大流體力學(xué)方程,前文假定擠出在190℃的等溫環(huán)境下進(jìn)行,所以只需求解質(zhì)量守恒方程和動(dòng)量守恒方程。在流體力學(xué)中的質(zhì)量守恒可以看作是,在笛卡爾坐標(biāo)系中的一小立方體單元中的材料平衡[9],基于上述情況,基本方程為:
質(zhì)量守恒方程:

方程1
在處理包括聚合物熔體的流體中,一般認(rèn)為這些材料是不可壓縮的,及密度ρ為常數(shù),則可將上式化簡(jiǎn)為:

方程2
動(dòng)量守恒方程(運(yùn)動(dòng)方程):

方程3
式中∇——哈密爾頓算子
ν——速度矢量,m/s
P——流體靜壓力,Pa
T——應(yīng)力張量,Pa
選用Bird‐Careau本構(gòu)方程[10]進(jìn)行數(shù)值模擬計(jì)算,探究聚乳酸剪切速率與黏度的關(guān)系:

方程4
式中η0——零剪切黏度,Pa⋅s
γ.——剪切速率,s-1
λ——松弛時(shí)間,s
n——流動(dòng)指數(shù)
1.3 有限元模型的建立
1.3.1 劃分網(wǎng)格
使用Gambit軟件對(duì)螺桿和流道進(jìn)行網(wǎng)格劃分,螺桿原件較為復(fù)雜,采用四面體分網(wǎng);流道元件直接使用六面體規(guī)則形網(wǎng)格進(jìn)行劃分,結(jié)果如圖5所示。
圖5螺桿元件與流道的有限元分網(wǎng)模型
1.3.2 流道邊界條件的設(shè)定[11]
(1)聚乳酸在流道的出口和入口均自由流動(dòng),故切向力和法向力均為0,即fn=fs=0;
(2)聚乳酸與流道內(nèi)壁不存在相對(duì)切向運(yùn)動(dòng)速度,法相速度與切向速度為0,則vn=vs=0;
(3)機(jī)筒的左右內(nèi)孔為滑移邊界,無(wú)流體貫穿,法向速度和切向力為0,則vn=0,fs=0;
(4)由于冪律指數(shù)小于0.75,屬于非牛頓性較強(qiáng)的非線性問(wèn)題,所以選用Picard迭代算法計(jì)算收斂。
2仿真結(jié)果分析
2.1壓力場(chǎng)
宏觀壓力場(chǎng)作為流體力學(xué)的重要分析指標(biāo)之一,可以充分的反應(yīng)螺桿的建壓能力以及物料的擠出速度[12],如圖7所示,無(wú)論是標(biāo)準(zhǔn)雙螺桿還是開(kāi)槽雙螺桿,壓力都隨著基礎(chǔ)方向逐漸增大,并在流道出口處達(dá)到最大值。為了更直觀的看出螺桿開(kāi)槽后流道與常規(guī)擠出機(jī)流道建壓能力的差異,取流道中心點(diǎn),沿Z軸正方向即擠出方向建立壓力參考軸線,每1cm取一個(gè)參考點(diǎn),如圖6所示,繪制折線圖,得到擠出方向距離和壓力的關(guān)系。相較于標(biāo)準(zhǔn)異向雙螺桿擠出機(jī),螺桿開(kāi)槽對(duì)于擠出機(jī)的建壓能力產(chǎn)生一定影響,如圖8所示,由于物料在開(kāi)槽處堆積,通過(guò)壓延間隙時(shí)產(chǎn)生較高的壓力,故相較于標(biāo)準(zhǔn)螺桿,開(kāi)槽螺桿的建壓能力較強(qiáng),隨著開(kāi)槽數(shù)增多,流道內(nèi)空間變大,物料堆積效果減弱,擠出機(jī)建壓能力逐漸變小。但依舊高于標(biāo)準(zhǔn)螺桿。
圖6壓力參考軸線示意圖
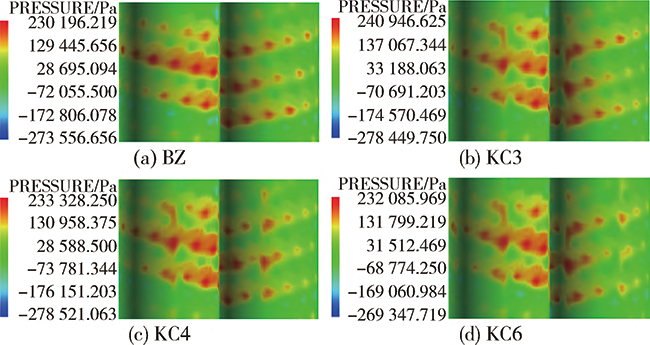
圖7兩種螺桿的壓力云圖
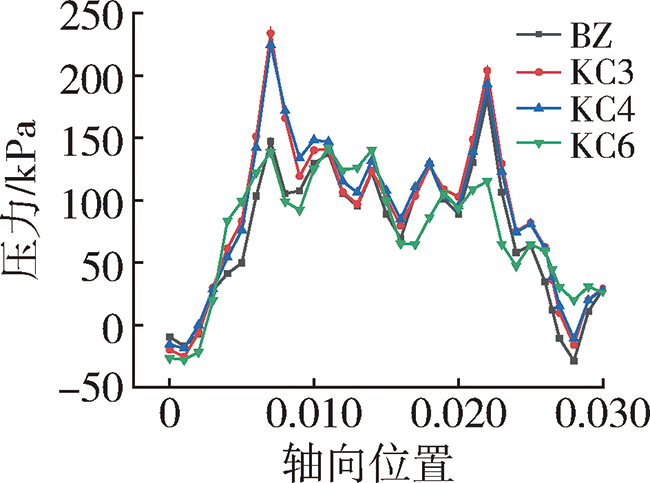
圖8軸向壓力折線圖
2.2 停留時(shí)間分布
常用停留時(shí)間分布(RTD)來(lái)表征流道內(nèi)物料的分布混合能力,RTD與擠壓流體品質(zhì)的形成密切相關(guān)[13]。停留時(shí)間即為PLA進(jìn)入擠壓室開(kāi)始,直至離開(kāi)模口后所用時(shí)間,其包含累計(jì)停留時(shí)間分布函數(shù)與停留時(shí)間分布函數(shù)。本文采用示蹤粒子軌跡跟蹤法來(lái)研究擠出機(jī)的停留時(shí)間和混合能力,將一定數(shù)目(本文設(shè)置為2000)的示蹤粒子布置在流道入口處,借助Poly‐flow中的Polystat統(tǒng)計(jì)模塊計(jì)算分析示蹤粒子隨螺桿運(yùn)動(dòng)在流道內(nèi)運(yùn)動(dòng)軌跡,累計(jì)停留時(shí)間分布曲線如圖9所示,開(kāi)槽后螺桿的停留時(shí)間曲線與標(biāo)準(zhǔn)螺桿的停留時(shí)間曲線存在一定差別,在縱坐標(biāo)為0.8處建立一條水平參考線,可知80%的粒子流出KC6流道內(nèi)的時(shí)間依次大于KC4、KC3和BZ,故螺桿開(kāi)槽減弱了擠出機(jī)的擠出能力,從而使料在流道內(nèi)停留時(shí)間長(zhǎng),使得物料得到更充分縱向混合。由此可以看出累計(jì)停留時(shí)間隨著開(kāi)槽的數(shù)目增加而增長(zhǎng)。圖10為停留時(shí)間分布曲線,可以看出粒子的停留時(shí)間主要集中在曲線凸起部分,BZ的曲線峰值最高,意味著較多粒子的停留時(shí)間短,同樣印證了開(kāi)槽導(dǎo)致物料的擠出時(shí)間變長(zhǎng)。
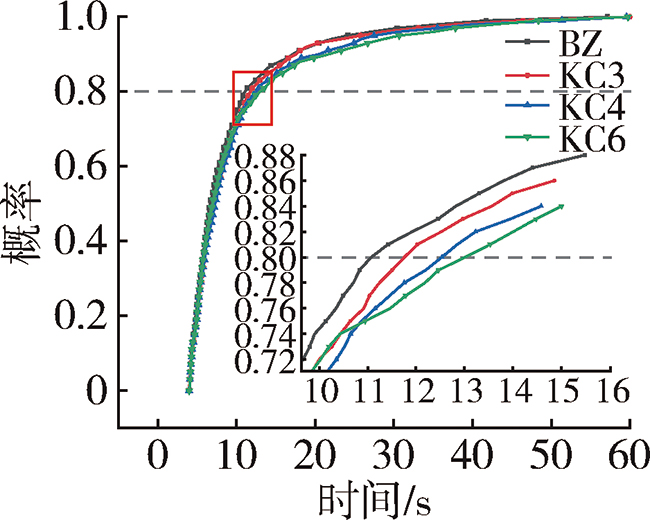
圖9累計(jì)停留時(shí)間分布曲線
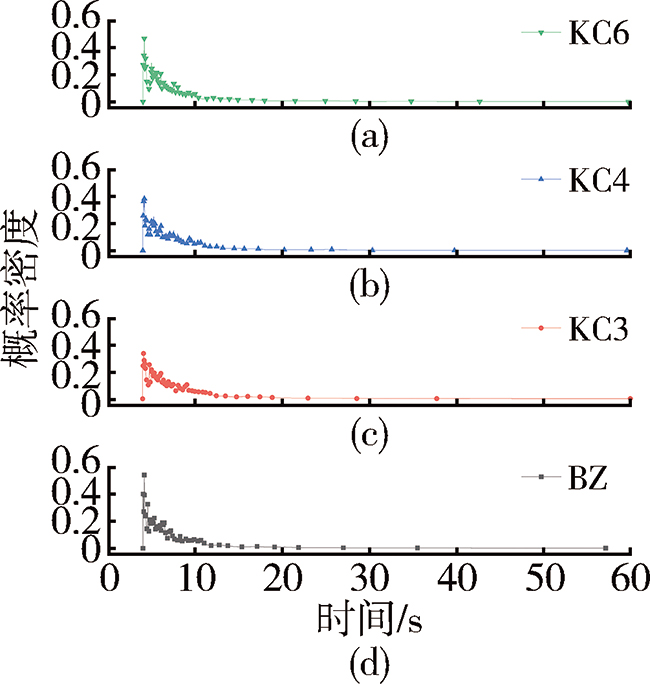
圖10停留時(shí)間分布曲線
2.3 分布混合特性
2.3.1 分布指數(shù)
分布指數(shù)是表征異向雙螺桿擠出機(jī)分布混合性能的重要指標(biāo),起始時(shí)刻,示蹤粒子全部集中在流道入口處;隨著擠出機(jī)螺桿的轉(zhuǎn)動(dòng),示蹤粒子沿著螺槽向前運(yùn)動(dòng),從而使流道內(nèi)的2000個(gè)示蹤粒子均勻混合[14]。雙螺桿的擠出均勻性主要由當(dāng)前示蹤粒子的分布與最優(yōu)分布的差異來(lái)判斷,二者差異越小則表明擠出機(jī)混合性能越好,粒子分布越均勻,反之,混合性能與分布均勻性越差。
在確保示蹤粒子數(shù)量不變的情況下。使用Polydata前處理模塊修改停留時(shí)間分布的仿真條件,借助Polystat統(tǒng)計(jì)模塊計(jì)算分析示蹤粒子的運(yùn)動(dòng)軌跡,以螺桿轉(zhuǎn)動(dòng)角度為單位,每轉(zhuǎn)12°記為一次,記錄螺桿轉(zhuǎn)動(dòng)一周的過(guò)程,得到示蹤粒子距離瞬態(tài)分布和最優(yōu)分布[6,15]。
同時(shí),在以上示蹤粒子距離瞬態(tài)分布和最優(yōu)分布基礎(chǔ)上,根據(jù)式(5)定義分布指數(shù):

公式5
其中,f(l)為瞬態(tài)分布函數(shù),fopt為最優(yōu)分布函數(shù)。
通過(guò)計(jì)算繪制出開(kāi)槽螺桿與常規(guī)螺桿分布指數(shù)統(tǒng)計(jì)結(jié)果,如圖11所示。開(kāi)槽后螺桿的分布指數(shù)曲線與常規(guī)螺桿曲線的走勢(shì)基本一致,0時(shí)刻出現(xiàn)的曲線峰值是因?yàn)樵跀D出機(jī)入口處存在回流現(xiàn)象,由于剛開(kāi)始粒子在擠出機(jī)中混合不均勻,所以在20~30時(shí)間序列,曲線呈上升趨勢(shì),隨著時(shí)間的推移,粒子分布逐漸均勻,曲線呈下降趨勢(shì),KC3與KC6達(dá)到的最小值相近,但從整體上來(lái)看,KC3的瞬態(tài)分布與最優(yōu)分布之間的差距要小于其余3種螺桿,故KC3的混合均勻性最優(yōu)。
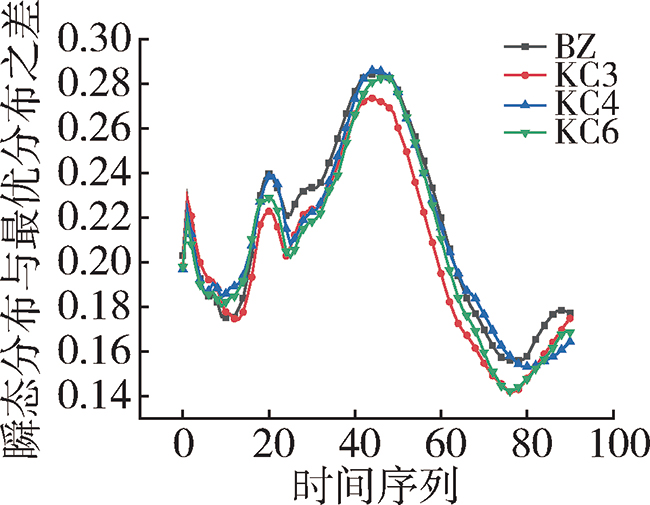
圖11 分布指數(shù)曲線
在Polystat中對(duì)示蹤粒子進(jìn)行動(dòng)態(tài)顯示,在入口處布置紅色和藍(lán)色的示蹤粒子,如圖12所示。
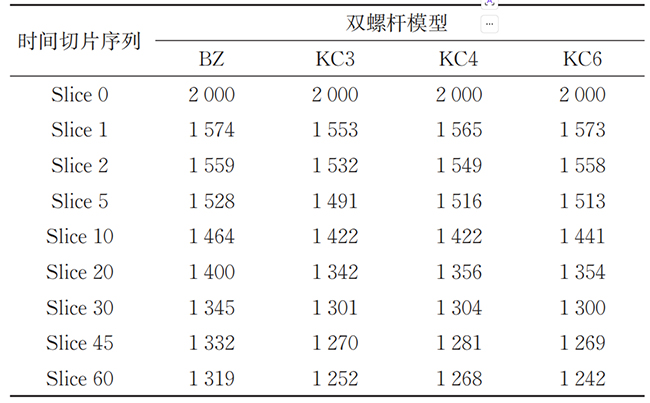
表3 各螺桿示蹤粒子分布情況
圖12 示蹤粒子混合圖
2.3.2 分離尺度
分離尺度是表征分布混合性能的物理量,也是物料中相同組分區(qū)域平均尺寸的度量[16]。其尺度大小隨分散混合和分布混合程度的增加而減小,尺度增減可以反應(yīng)物料混合程度。故分離尺度控制方程如式(6)、(7)所示:

公式6

公式7
其中,S為分離尺度;c、c/為對(duì)位置上的濃度;c-為平均分布密度;M為相對(duì)點(diǎn)的數(shù)量;δ為粒子濃度分布方差[17]。
圖13為4種螺桿的分離尺度曲線,起始時(shí)刻示蹤粒子位于入口切片兩側(cè),故數(shù)值較大;隨著螺桿摻混作用使得粒子分散,曲線下降,故分離尺度減小;隨后由于螺桿匯流作用使得粒子又聚合在一起,曲線呈上升趨勢(shì),10~50切片分離尺度迅速下降。標(biāo)準(zhǔn)螺桿擠出時(shí),粒子大多存在于C型室中,而開(kāi)槽導(dǎo)致更多的粒子進(jìn)行不規(guī)則運(yùn)動(dòng),所以KC6的曲線值最小,說(shuō)明其軸向混合性能最好。BZ、KC3和KC4分離尺度曲線相似。50切片以后分離尺度曲線上升,說(shuō)明四種螺桿均存在回流現(xiàn)象。
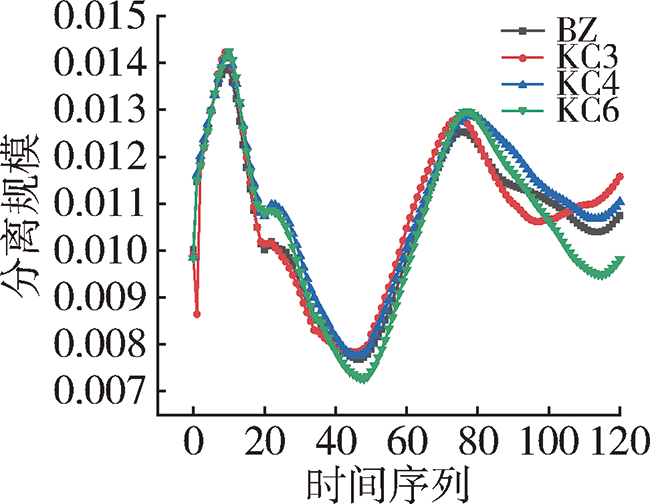
圖13 分離尺度曲線
3 實(shí)驗(yàn)結(jié)果與驗(yàn)證分析
3.1 主要原料
PLA,4032D,美國(guó)NatureWorks公司。
3.2 主要設(shè)備及儀器
異向雙螺桿擠出機(jī),DT20/44,南京鼎天機(jī)械制造責(zé)任有限公司;
小型立式注塑機(jī),美國(guó)ThermoScientific公司;
萬(wàn)能材料試驗(yàn)機(jī),CMT6101,深圳新SANS有限公司。
3.3 樣品制備
將實(shí)驗(yàn)原料(PLA)使用異向雙螺桿擠出機(jī)進(jìn)行擠出實(shí)驗(yàn)。將PLA放入電熱鼓風(fēng)干燥箱內(nèi)80℃,干燥12h,雙螺桿擠出機(jī)熔融段溫度設(shè)定為190℃,喂料速度5r/min,螺桿轉(zhuǎn)速為60r/min。將擠出料切粒破碎后注塑成標(biāo)準(zhǔn)拉伸、沖擊實(shí)驗(yàn)樣條。分析實(shí)驗(yàn)所得數(shù)據(jù),對(duì)比標(biāo)準(zhǔn)螺桿與開(kāi)槽螺桿對(duì)擠出料力學(xué)性能的影響。
3.4 性能測(cè)試與結(jié)構(gòu)表征
拉伸試驗(yàn)按照GB/T1040.2—2006測(cè)試;
沖擊試驗(yàn)按照GB/T1843—2008測(cè)試。
3.5 實(shí)驗(yàn)結(jié)果分析
由于螺桿開(kāi)槽使得擠出機(jī)建壓能力提高,粒子不規(guī)則運(yùn)動(dòng)的程度增強(qiáng),軸向混合性能變好,由實(shí)驗(yàn)結(jié)果圖14~15可以看出,聚乳酸在開(kāi)槽螺桿中的擠出效果要優(yōu)于標(biāo)準(zhǔn)螺桿。其中KC3的效果最優(yōu),KC6略低于KC3效果。
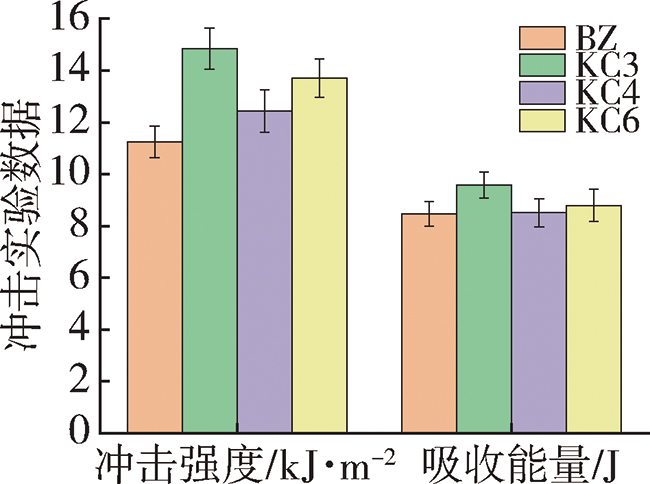
圖14 沖擊實(shí)驗(yàn)數(shù)據(jù)圖
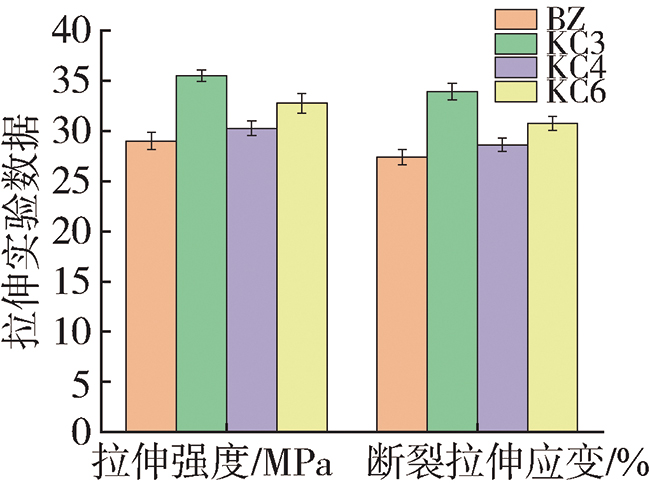
圖15 拉伸實(shí)驗(yàn)數(shù)據(jù)圖
4 結(jié)論
(1)與其余3組相比,KC3具有更好的建壓能力,使物料得到充分?jǐn)D壓,分布均勻性好,但自清潔能力較差;
(2)停留時(shí)間隨著開(kāi)槽數(shù)的增大而延長(zhǎng),KC6大于其他3組螺桿,軸向混合性能最好;
(3)本試驗(yàn)仿真條件為等溫環(huán)境,但在實(shí)際情況下實(shí)現(xiàn)存在一定難度,故可根據(jù)實(shí)際情況適當(dāng)把控溫度,結(jié)合仿真分析結(jié)果對(duì)模型進(jìn)行優(yōu)化,從而選擇合適的螺桿進(jìn)行定量生產(chǎn)。
參考文獻(xiàn)
[1] 劉豐頡,李 偉,彭新洋,等 . 聚乳酸的制備、改性及應(yīng)用進(jìn)展研究[J]. 塑料科技,2024,52(5):156‐160.
[2] 商嘉瑋,張麗梅,黃志剛,等 . 不同螺桿接觸狀態(tài)下異向雙螺桿擠出機(jī)的流道分布規(guī)律[J]. 食品與機(jī)械,2022,38(5):61‐64.
[3] 馬秀清 耿孝正 . 嚙合異向雙螺桿擠出過(guò)程軸向循環(huán)流道三維流場(chǎng)分析——軸向循環(huán)流場(chǎng)分析(Ⅲ)[J]. 中國(guó)塑料,2002(3):73‐80.
[4] 張一明,黃志剛,徐 珍,等. 螺桿構(gòu)型對(duì)嚙合異向雙螺桿流場(chǎng)影響的仿真分析[J]. 中國(guó)塑料,2023,37(10):131‐138.
[5] 楊冬冬,劉江林,梁建國(guó),等.開(kāi)槽螺紋對(duì)雙螺桿擠出均勻性影響的仿真研究[J]. 塑料工業(yè),2023,51(11):102‐108.
[6] 代祥基,劉子豪,黃志剛.嚙合同向差速雙螺桿擠出機(jī)擠出聚乳
酸流場(chǎng)分析[J].食品與機(jī)械,2024,40(4):59‐64+83.
[7] 張一明,黃志剛,楊亞楠 . 不同螺槽深度下異向雙螺桿擠出機(jī)流道仿真分析[J]. 食品與機(jī)械,2023,39(9):71‐76+122.
[8] 張一惟,黃志剛,商嘉瑋,等.嚙合異向雙螺桿擠出機(jī)中螺桿端面結(jié)構(gòu)參數(shù)對(duì)聚乳酸流場(chǎng)的影響[J]. 食品與機(jī)械,2023,39(4):71‐76+88.
[9] 耿孝正. 雙螺桿擠出機(jī)及其應(yīng)用[M]. 北京:中國(guó)輕工業(yè)出版社,2003.
[10] 蔣衛(wèi)鑫,黃志剛,趙玉蓮,等. 基于 Polyflow 田字形網(wǎng)格食品托盤(pán)擠出成型分析[J]. 食品與機(jī)械,2017,33(12):86‐90.
[11] 畢 超 . Polyflow 軟件基礎(chǔ)及其在雙螺桿擠出仿真過(guò)程中的應(yīng)用[M]. 北京:機(jī)械工業(yè)出版社,2018.
[12] 郭樹(shù)國(guó),于 淼,王麗艷,等.帶有開(kāi)槽中性捏合塊和反向螺紋雙螺桿擠出機(jī)的三維流場(chǎng)分析[J]. 沈陽(yáng)化工大學(xué)學(xué)報(bào),2020, 34(4):358‐362.
[13] 張先明 . 擠出過(guò)程停留時(shí)間分布的實(shí)驗(yàn)研究和數(shù)值模擬[D], 2008.
[14] 李 振,相 海,任嘉嘉,等 . 同向全嚙合雙螺桿植物蛋白擠出機(jī)不同螺桿元件的仿真分析[J]. 中國(guó)油脂,2024,49(3): 147‐152.
[15] 張一明,黃志剛,徐 珍,等 . 螺距變化對(duì)異向雙螺桿擠出機(jī)流場(chǎng)影響的仿真分析[J]. 食品與機(jī)械,2023,39(10):93‐99.
[16] 陳峰峰,李浩杰,王一飛,等. 基于Polyflow 的反螺紋元件對(duì)粒子分散性仿真研究[J]. 工程塑料應(yīng)用,2021,49(9):82‐86.
[17] 田 野,樊瑜瑾 . 雙螺桿中嚙合塊、螺桿元件混合過(guò)程及混合性能的研究[J]. 塑料科技,2020,48(1):5‐9.















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...














